


Aws E316-15 Stainless Steel Welding Electrodes/Solder From China
-
Price:
Negotiable
- minimum:
- Total supply:
-
Delivery term:
The date of payment from buyers deliver within days
-
seat:
Zhejiang
-
Validity to:
Long-term effective
-
Last update:
2017-12-28 23:48
-
Browse the number:
206
+
WUXI IKC MACHINERY BEARING CO., LTD.
- Contactaixin:
Ms. Helen(Mr.)
-
Email:
telephone:

-
Arrea:
Zhejiang
Address:100#Fengbin Road, Wuxi, Jiangsu, China
- Website:
+
Product Description
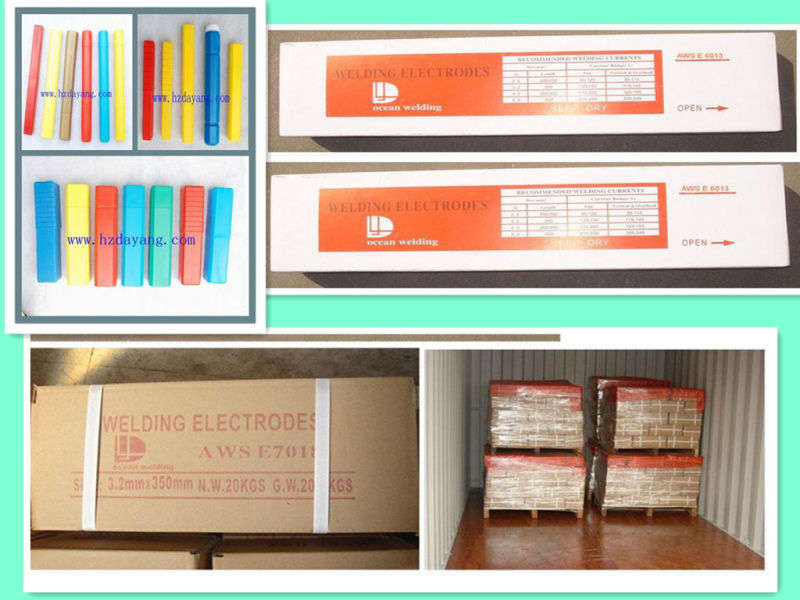
Inner packing: 1) 2.5mm X 300mm, 1-5kg/ plastic bag+ inner box
2) 3.2mm X 350mm, 1-5kg/ plastic bag+ inner box
3) 4.0mm X 350mm, 1-5kg/ plastic bag+ inner box
Delivery Detail: Within 25 days after your confirmation
Certificates: CE; ISO
Our Services
Samples can be provided for free.
OEM is acceptable.
Package
 Company Information
Company InformationLin'an Dayang Welding Material Co., Ltd., located in the western part of Hangzhou, was established at the beginning of this century. We possess a production line of oil pressure unit, which can produce 5000 ton stainless steel welding electrodes. Our company owns rich technical resources to design, research and mainly produce special type of electrodes with complete models.
The electrodes are mainly exported and the amount is up to 2000 tons per year on average. Our customers are mainly from Germany, Indonesia, Singapore, Philippines, Vietnam, Thailand, Bengal, and Egypt. They think highly of our products all the time.
In the days of 21st century, we will be stricter with ourselves and have continuous technical innovation which will spur us on to higher quality products for our users. Customers at home and abroad are sincerely invited to visit, call and hold talks on internet.
| Stainless Steel Electrode | ||||||||
| Item NO. | GB/TB | AWS | ||||||
| WEA212 | E318-16 | E318-16 | ||||||
| Description: Low carbon stainless containing niobium stabilizer steel with coating of titanium calcium electrode. Weld metal with resistance to intergranular corrosion satifying.Both AC/DC connection appliable with a good operating performance. | ||||||||
| Application: WEA212 Stainless Steel Electrode suit for welding of important Cr18Ni12Mo2, Cr17Ni14Mo2 of ultra-low carbon and stainless steel. Such as urea synthetic tower.Equipments contact with strong corrosive medium components of vinylon. | ||||||||
| Chemical composition of Deposited metal(%): | ||||||||
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| ≤0.08 | 0.5-2.5 | ≤0.90 | 17.0-20.0 | 11.0-14.0 | 2.0-3.0 | ≤0.7 | ≤0.030 | ≤0.040 |
| Mechanical Performance of deposited Metal: | ||||||||
| Rm(Mpa) | A(%) | |||||||
| ≥550 | ≥25 | |||||||
| Reference Current:(DC or AC) | ||||||||
| Diameter (mm) | Φ2.5 | Φ3.2 | Φ4.0 | Φ5.0 | ||||
| Current (A) | 50-80 | 80-110 | 110-160 | 160-200 | ||||
| Notes: (I)Please bake WEA212 Stainless Steel welding electrode for 1 hour at 150°C before welding. (II)We suggest you to do the welding by DC and control the current to avoid redenning problem of rodes. By AC, the depth will not be | ||||||||


